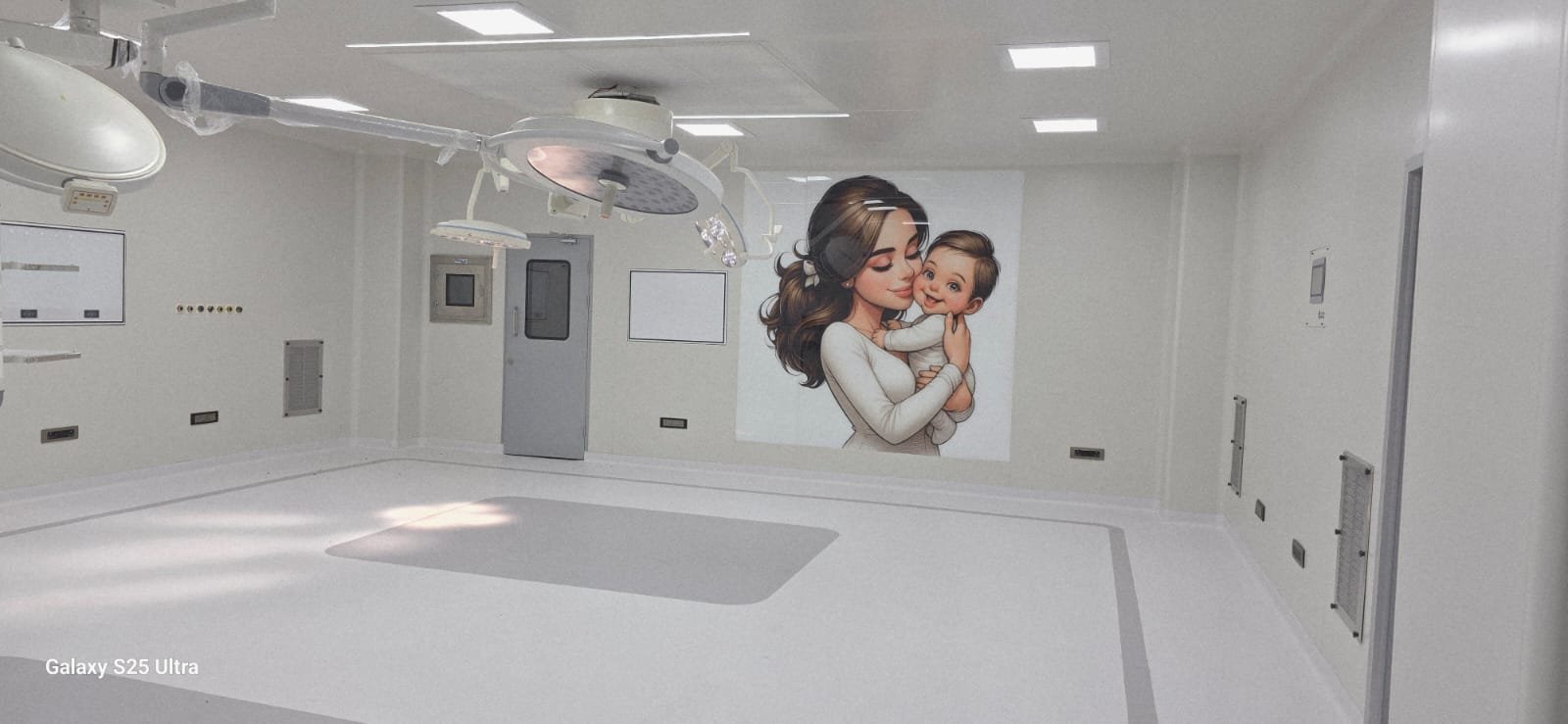
Advanced Modular
Operation Theater
Precision-engineered surgical environments. We deliver ISO-compliant, sterile, and high-performance O.T. suites designed for modern clinical demands.

Panel Engineering
The clean room range is led by the high-specification FM-approved aluminium honeycomb core panel. This core provides low weight, high strength, mechanical stability, and excellent flatness. Importantly, for clean room environments, it is non-shedding.
Sandwich Type PUF Insulated Wall Panels
These panels are available in various materials and thicknesses to suit specific project needs.

PPGI
Pre-painted galvanized sheet on both sides with PUF insulation and aluminium section frame.
PCGI
Antibacterial powder-coated sheet on both sides with PUF insulation and aluminium frame.

HPL
High pressure laminate sheet on both sides with PUF insulation and aluminium frame.

SS 304
Stainless steel sheet on both sides with PUF insulation and aluminium frame.

Glass
One side toughened glass and outer side pre-painted GI sheet with aluminium frame.
Technical Ecosystem
Every component is validated to meet international safety and hygiene standards.
HEPA Filtration
H14 grade HEPA filters ensuring 99.97% particulate-free air for sterile zones.
Laminar Airflow
Unidirectional ceiling units to maintain constant air purity over the surgical site.
Air Handling Machine
Industrial AHUs for precise humidity, temperature, and pressure differential control.
Ducting Work
High-density insulated, powder-coated G.I. ducting for efficient, leak-proof airflow.
Clean Room PUF Panels
Pre-fabricated sandwich panels with antimicrobial finish and airtight structural integrity.
Clean Room Doors
Hermetically sealed sliding or swing doors designed to maintain positive room pressure.
Vinyl Flooring
Medical-grade, antistatic vinyl flooring to prevent charge build-up and bacterial growth.
Specialized Medical Flooring
Durable, hygienic, and static-controlled flooring solutions designed for sterile healthcare environments.




Vinyl Flooring
2 mm medical-grade vinyl flooring available in conductive, non-conductive, homogeneous and anti-static variants. Designed for operation theaters and cleanroom environments to prevent static discharge, maintain hygiene, and ensure seamless sterile surfaces.

Epoxy Flooring
Heavy-duty epoxy flooring systems ranging from 2 mm to 6 mm thickness. Provides seamless, chemical-resistant, and highly durable flooring for hospitals, pharmaceutical facilities, and cleanroom applications.
Engineered for Surgical Excellence
Our Modular Operation Theater solutions redefine hospital infrastructure. By integrating advanced cleanroom technologies with modular design, we create environments that are not only compliant with NABH and ISO standards but are also future-proofed for upgrades.
We handle the complete project lifecycle, from structural fabrication of PUF panels to the installation of high-efficiency AHU systems. Our focus is to minimize downtime and maximize surgical safety through superior engineering.